1. Općenito o praškom punjenim žicama i zavarivanju praškom punjenim žicama
Zavarivanje praškom punjenim žicama je proces u kojem se toplina za zavarivanje prenosi posredstvom djelovanja električnog luka između cjevaste elektrodne žice i radnog komada sa zaštitnim plinom koji se razvija taljenjem praška unutar elektrode ili pomoću vanjske plinske zaštite. Praškom punjene žice se koriste kod MAG/MIG postupka zavarivanja općekonstrukcijskih, legiranih i vi
sokolegiranih čelika.a. Postupak zavarivanja praškom punjenim žicama
b. Prednosti zavarivanja praškom punjenim žicama
f. Vrste punjenih žica s obzirom na vrstu punjenja
g. Označavanje i standardizacija praškom punjenih žica
Pune žice dobivaju se postupkom izvlačenjem, a izrađuju se u promjerima 0.6 mm, 0.8 mm, 1.0 mm, 1.2 mm, 1.6 mm i 2.4 mm. Radi povećanja električne vodljivosti i zaštite od korozije prevlače se tankim slojem nikla i bakra.
Praškom punjene žice izrađuju se u promjerima od 1.0 mm, 1.2 mm, 1.4 mm, 1.6 mm, 2.0 mm, 2.4 m
m i 3.2 mm.Dok se pune žice mogu usporediti po svojoj zavarljivosti, svojstva punjenih žica mijenjaju se ovisno od vrste punjenja i recepture praška. Punjene žice u jezgri sadrže elemente koji utječu na karakteristike zavarivanja, količinu rastaljene žice, zavarljivost s obzirom na položaj zavarivanja te na mehanička svojstva zavarenog spoja.
Karakteristika postupka je relativno dugi slobodni kraj žice koji se kreće od 19 - 95 mm. Povećavajući dužinu slobodnog kraja žice, povećava se i otpor zagrijane elektrode što ujedno predgrijava elektrodu i smanjuje napon električnog luka, a što dalje ima za posljedicu smanjenje struje zavarivanja. S druge strane, veća je gustoća jakosti struje kod praškom punjenih žica u odnosu na pune žice, jer je manja površina m
etala koja se mora istaliti kod praškom punjene žice u odnosu žicu punog presjeka. Posljedica toga je daleko veća količina depozita koji se istali kod zavarivanja praškom punjenim žicama u jedinici vremena kod istih vrijednosti jakosti struje zavarivanja. odnosno topline potrebne za taljenje osnovnog materijala.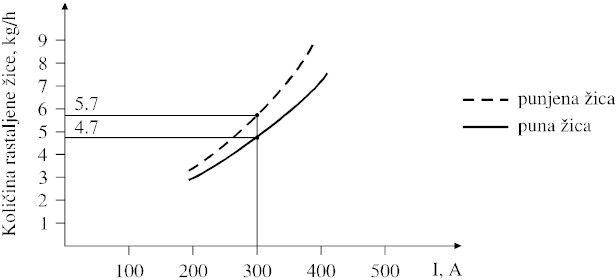
Usporedba količine rastaljene žice pune i punjene žice, A
1.2 mm (normalni razmak kontaktne vodilice i osnovnog materijala).Za debljine 1,5 do 13 mm može se primjeniti za
varivanje u jednom prolazu bez pripreme ivica za zavarivanje, za debljine 3 do 19 mm primjenjuje se zavarivanje iz jednog prolaza s pripremom ivica za zavarivanje, a za debljine od 10 mm na više primjenjuje se višeslojno zavarivanje. Oblik spoja za zavarivanje u odnosu na REL postupak je povoljniji, jer je kut pripreme manji od 35 - 50 %.Povratak na početnu stranicu - povratak na sadržaj!