 Proizvodnja punjenih žica
Proizvodnja punjenih žicae. Bešavne i šavne žice
Bešavne žice
Tehnologija izrade bešavnih žica zasniva se na čeličnoj cijevi koja se puni praškom i provlačenjem se dovodi na određeni promjer. Osnova ovih žica je da im je nizak stupanj punjenja, 12-14% što rezultira nižom produktivnošću. Relativno debele stjenke žice, bešavnu žicu čine krutom i čvrstom što im je prednost prilikom transporta.
Šavne žice
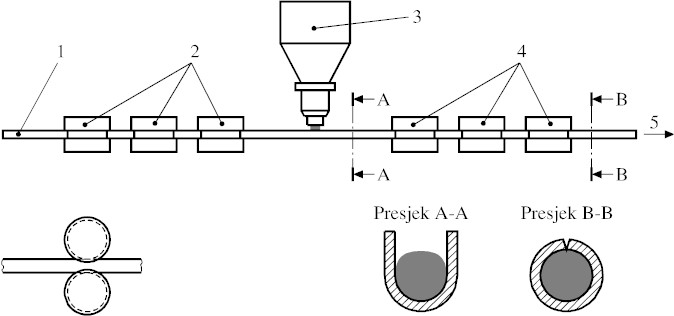
U proizvodnji ovog tipa žice postoji više tehnologija, a svima je zajedničko da se metalna traka provlači kroz valjke za oblikovanje i oblikuje u U-presjek zatim se napuni praškom, zatvori se i na kraju se dovodi na željeni promjer provlačenjem ili valjanjem.
Proizvodnja punjenih žica
Kod provlačenja žice na željeni promjer koriste se sredstva za podmazivanje. Najviše se koriste sapuni, a da bi se smanjili visoki udijeli vodika u metalu zavara i poroznost ostaci sapuna nakon završetka operacije provlačenja moraju ukloniti. Zbog otvorenog šava ne smiju se koristiti tekući agensi već se uklanjanje sapuna i masnoća sa žice vrši toplinskom obradom. Zbog toplinske obrade vanjska površina žice ima karakterističan crno-plavi oksidni sloj.
Novija tehnologija za svođenje žice na željeni promjer je tehnologija valjanja. Žica prolazi kroz više valjaka do konačne redukcije na željeni promjer.
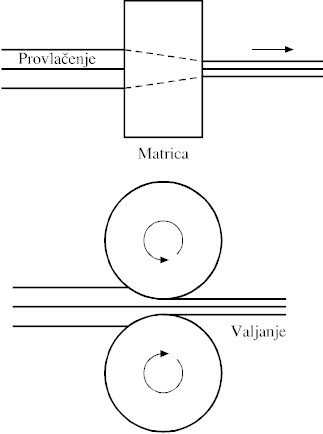
Provlačenje i valjanje: dvije tehnologije za proizvodnju punjenih šavnih žica
Prednosti valjanih žica su:
- sjajna površina bez oksidnog sloja
- nema ostatka sapuna
- bolji prijelaz struje u kontaktnoj vodilici i velika stabilnost luka
- nizak udio difuzijskog vodika u metalu zavara (<5 cm3/ 100 g)
- mogućnost visokog stupnja punjenja i do 45%
Povratak na početnu stranicu - povratak na sadržaj!