Zadatak. U maloserijskoj proizvodnji komponenata građevinskih strojeva potrebno je izvesti REL kutni zavareni spoj dimenzije a=7 mm. Budući da je veliki udio ravnih kutnih zavarenih spojeva, primjenom EPP postupka moguće je ostvariti uštede ne samo kroz skraćenje trajanja zavarivanja, već i kroz dodatni materijal.
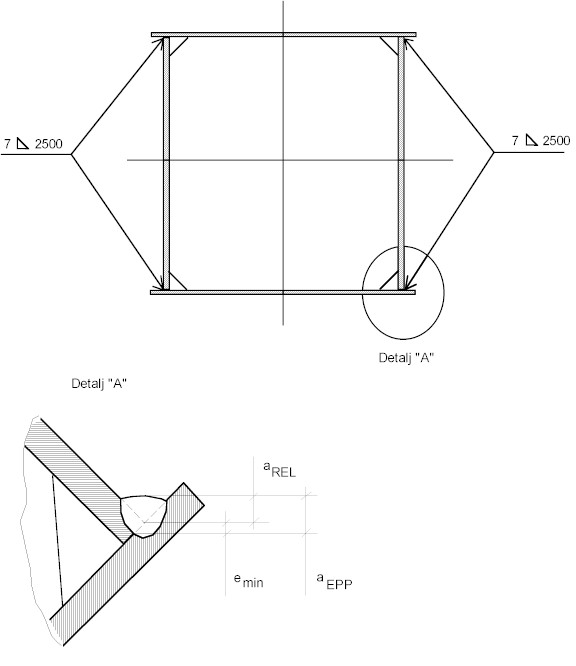
Na osnovi eksperimentalnih istraživanja koja je proveo autor na čeliku Č. 0563, a u skladu prema standardu DIN 4100, dobivena je minimalna vrijednost penetracije e min = 4 mm.
Prema DIN standardu, izvedena debljina kutnog zavarenog spoja EPP postupkom zavarivanja može biti manja
za 50 % vrijednosti e min od vrijednosti a REL :![]() mm
mm
Pogledajmo koje su uštede samo u dodatnom materijalu postignute. Površina deponiranog materijala u kutnom zavaru REL postupkom je:
![]() mm2,
dok je površina deponiranog materijala EPP postupkom:
mm2,
dok je površina deponiranog materijala EPP postupkom:
![]() mm2.
mm2.
Usporede li se dobivene vrijednosti (![]() ) može se uočiti da je potrošnja
deponiranog materijala povećana za 96 % u slučaju kada se koristi EPP postupak
zavarivanja.
) može se uočiti da je potrošnja
deponiranog materijala povećana za 96 % u slučaju kada se koristi EPP postupak
zavarivanja.
Kada postoje tehnološke pretostavke za primjenu EPP postupka (npr. veći broj ravnih kutnih ili sučeonih zavarenih spojeva, na cilindričnim posudama pod tlakom kružnih zavarenih spojeva), potrebno je analizirati mogućnosti primjene EPP postupka.
Uštede se postižu i kod sučeonih zavarivanja, kada je zbog povećane penetracije moguće primjeniti i žlijeb, sa ili bez naknadnim žljebljenjem i ponovnim zavarivanjem izžljebljenog dijela. Također je moguće primjeniti Y žlijeb sa većim "nosom" i dr. . Ovakvih primjera ima u praksi i oni su zastupljeni ovisno o znanjima tehnologa, te osposobljenosti i vještini zavarivača.
Detalj iz proizvodnje komponenata građevinskih strojeva zavarivanjem
Povratak na početnu stranicu - povratak na sadržaj!