Toplinske obrade zavarenih spojeva.
Nakon zavarivanja najčešće se provode sljedeće toplinske obrade:
- smanjenje (popuštanje) zaostalih napetosti (naprezanja),
- popuštanje tvrdoće,
- normalizacija,
- rekristalizacijsko žarenje,
- gašenje,
- poboljšavanje (kaljenje + popuštanje tvrdoće),
- dehidrogenizacija, smanjivanje sadržaja difuzijskog vodika dogrijavanjem,
- difuzijsko žarenje
- kombinirane toplinske obrade.
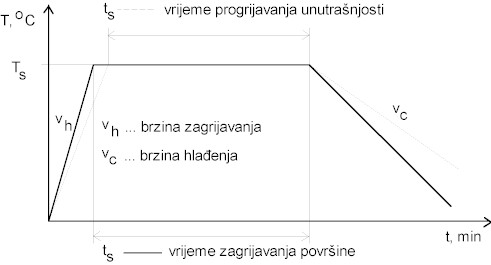
Glavni parametri toplinske obrade zavarenih spojeva su:
· temperatura progrijavanja (Ts), ovisi o izabranoj toplinskoj obradi;
· vrijeme progrijavanja (ts), preporučuje se na osnovu izabrane temperature (npr. za popuštanje zaostalih napetorti 2,5 min/mm debljine pri 600 oC);
· brzina zagrijavanja posebno je važna u niskotemperaturnom području radi mogućih pukotina zbog prevelikog temperaturnog gradijenta (vh = 5000 / min. debljina u mm, ali mora zadovoljiti uvjet 50 < vh < 250 oC/h);
· brzina hlađenja je bitna kako od temperature toplinske obrade (značajna za toplinsku obradu), tako i u niskotemperaturnom području zbog prevelikog gradijenta temperature jer može doći do pojave pukotina (u niskotemperaturnom području vc = 6500 / min. debljina u m, ali mora zadovoljen uvjet 50 < vh < 250 oC/h)
Glavni parametri toplinske obrade
Pri stavljanju zavarenog proizvoda u peć, temperatura peći ne bi smjela biti iznad 400
oC.U nastavku se daju shematski prikazi pojedinih toplinskih obrada.
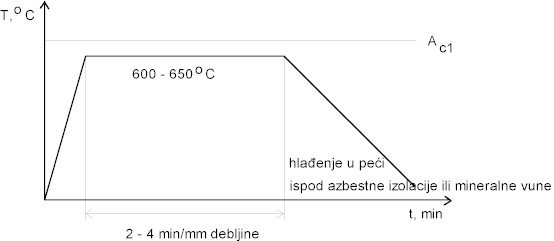
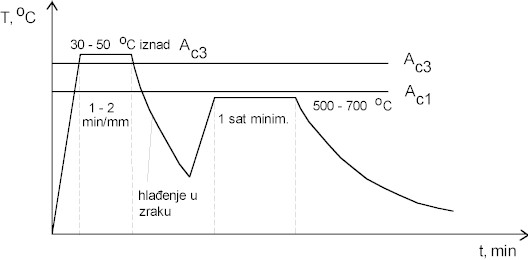
Toplinska obrada - popuštanje zaostalih napetosti (naprezanja)
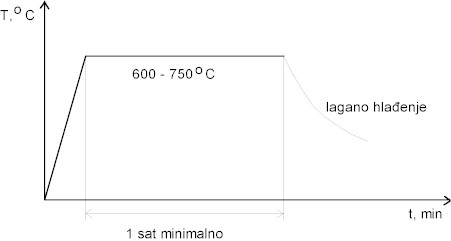
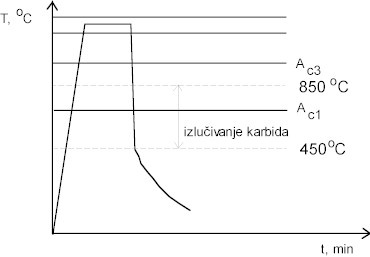
Popuštanje tvrdoće
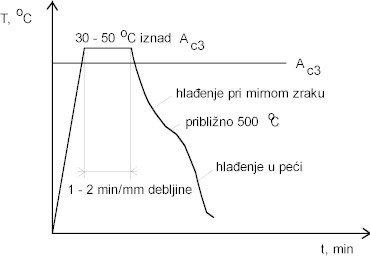
Normalizacija
Poboljšavanje
Gašenje
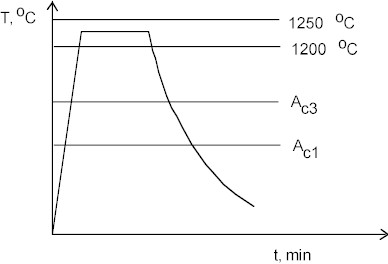
Difuzijsko žarenje
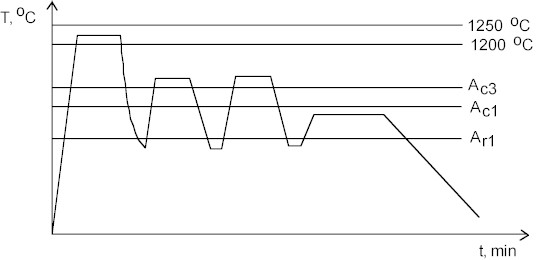
Kombinirana (višekratna) toplinska obrada
Povratak na početnu stranicu - povratak na popis pitanja iz Tehnologije zavarivanja !!