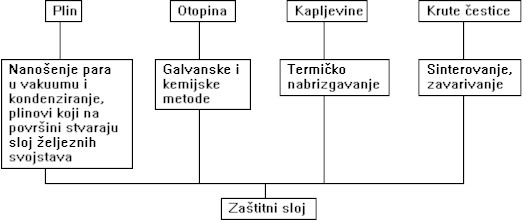
Toplinska nabrizgavanja metala i polimera . Pomoću uređaja za nabrizgavanje mogu se na površinu nanositi razni rastaljeni ili djelomično rastaljeni materijali. Pri tom postupku same površine ne moraju biti rastaljene. Materijal koji se ubrizgava može biti u raznim oblicima: žica, prašak, šipke ili rastaljena kupka koja se nabrizgava.
Ovisno o agregatnom stanju u kojem se nalazi "dodatni materijal" za stvaranje željeznog sloja, može
se procese nanošenja zaštitnog sloja podijeliti na sljedeći način:
Svrha toplinskog nabrizgavanja:
1. Zaštitni slojevi otporni na: trošenje, koroziju, visoku temperaturu,
2. Slojevi sa posebnim električ
nim svojstvima: izolator, vodič, supervodič,3. Slojevi s posebnim efektima površine: struktura površine, povećanje površine,
4. Slojevi posebnih svojstava: katalizator, aktivna ili pasivna površina, bio kompatibilnost, vođenje iona,
5. Reparatura,
6. Nanošenje slojeva na površine kalupa za određene svrhe.
Toplinsko nabrizgavanje ima prednost da nije vezano za stacionarni uređaj. Uređaj je prenosiv i dimenzije predmeta nisu ograničene.
Toplinsko nabrizgavanje metala. Nabrizgavanje metala je jedna vrsta obrade površine materijala koja se već nekoliko desetljeća primjenjuje za zaštitu od korozije, za popravak nanošenjem jednog sloja na istrošene površine dijelova kao i za druge svrhe. Prvi uređaj za nabrizgavanje je napraviop Šop 1910. g. u Švicarskoj. Nabrizgavanje može u nekim slučajevima zamijeniti druge postupke obrade kao što su: galvanizacija, pocinčavanje, alitriranje, bojenje komprimiranim zrakom, elektrostatsko nanošenje slojeva i neke druge.
Tablica 1. Slojevi koji se nanose toplinskim nabrizgavanjem
M a t e r i j a l |
S v r h a s l o j a |
| Metali (legure): crni, obojeni, teško-taljivi Tvrde legure
Keramika
Teško taljivi spojevi : karbidi, boridi, silicidi, … Polimeri (plastika) |
Popravak geometrijskog oblika oštećenog trošenjem. Poboljšanje otpornosti trošenja. Nanošenje vatro-otporni, antikorozivnih i dekorativnih presvlaka, popravak grešaka kod odljevaka i strojne obrade. Povišenje tvrdoć e, zaštita od korozije pri visokim temperaturama, zaštita od erozije i abrazije.Zaštita od djelovanja visokih temperatura nanošenjem zaštitnog izolirajućeg sloja. Elektroizolacija pri visokim temperaturama. Antikorozijske presvlake. Povišenje vatrootpornosti. Zaštita od agresivnih medija. Zaštita od trošenja abrazijom. Davanje proizvodima specijalnih svojstava. Zaštita od korozije. Toplinska izolacija. Elektroizolacija. Hermetičnost. Dekorativnost: |
Tablica 2. Karakteristike toplinskog nabrizgavanja
Karakteristike |
Plinsko |
Elektro-lučno |
Plinsko s velikom brzinom |
Plinsko udarno |
Plazma u atmosferi |
Plazma u vakuumu |
Temperatura plina, ° CBrzina č estica, m/sČvrstoć a sloja, MPaSadržaj oksida, % Poroznost, % Proizvodnost, kg/h Relativna cijena |
3000
40 8 10-15 10-15 2-6 1 |
4000
100 12 10-20 10 10-25 2 |
3000
800 >70 1-5 1-2 1-3 3 |
4000
800 >70 1-5 1-2 1 4 |
12000-16000 200-400 60-80 2-3 2-5 2-10 4 |
12000-16000
300-600 >70 tragovi (ppm) <0,5 3-5 5 |
Mehanizam i tehnologija stvaranja nabrizganog sloja. Temperatura plamena ili luka je znatno viša od temperature tališta metala, pa su stvorene leteće kapljice kemijski aktivne. Dolazi do oksidacije, izgaranja pojedinih elemenata (Tablica. 3.), iz sastava metala. Dio metala može i isparavati. Brzina čestica dostiže 250 m/s. Veličina kapljica čelika i bakra pri nabrizgavanju je najčešće (50%) 50-100 m m.
Tablica 3.Izgaranje elemenata u čeliku pri nabrizgavanju elektrolučnim uređajem /1/.
Č elik |
C % |
Mn % |
Si % |
A B C |
0,16 - 0,1 0,5-0,14 0,81-0,36 |
0,54 -0,23 0,48-0,22 0,31-0,14 |
0,27-0,12 0,23-0,075 0,2-0,093 |
Veće č
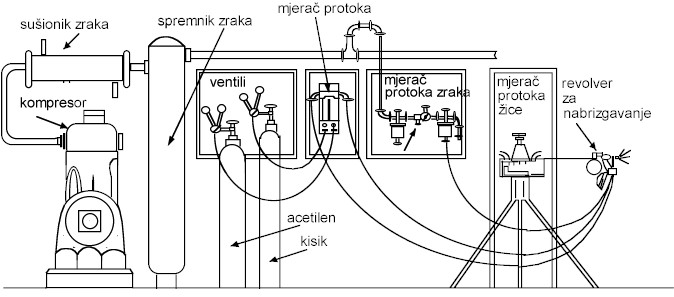
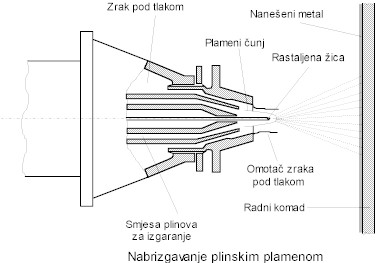
estice udaraju u površine u rastaljenom stanju, a manje u plastičnom ili krutom stanju. Oksidne kožice pucaju i konačna struktura se sastoji od metala, oksida i pora. Zbog takvog sastava čvrstoća sloja je slaba u odnosu na zavarene i navarene depozite. Tvrdi se da se veza sloja s površinom uglavnom ostvaruje mehanički - ukotvljenjem čestica na hrapavu površinu. Čvrstoća za razne metale se kreće obično 4-40 MPa. Debljina slojeva se kreće najčešće 0,1-2,0 mm. Obično se predviđa naknadna obrada brušenjem, pa treba predvidjeti dodatak za obradu. Temperatura osnovnog materijala pri nabrizgavanju ne treba prelaziti 70 ° C.Nabrizgavanje metala plinom. Plinsko nabrizgavanje je najrasprostranjenije u primjeni. Materijal za nabrizgavanje se u plamen dovodi u obliku žice ili praha. Uz pomoć plamena dolazi do stvaranja sitnih kapi, koje se mlazom komprimiranog zraka nanose na površinu osnovnog materijala. Kao izvor topline za taljenje metala koristi se najviše plamen kisik-acetilen. Pri nabrizgavanju metalne kapi lete strujom komprimiranog zraka, pa dolazi do oksidacije površine kapi, pa se ponekad primjenjuje umjesto komprimiranog zraka dušik ili "formir" plin (80% N2 + 2O H2 ), čime se bitno smanjuje oksidacija, ali ne potpuno. Metalne kapi udarajući u površinu osnovnog materijala, hlade se i mehanički učvršćuju na hrapavu i čistu površinu. Ujedno dolazi do prskanja oksidnih slojeva i međusobnog djelomičnog zavarivanja čestica.
Priprema površina. Da bi smo ostvarili dobro vezanje nabrizganog sloja na osnovni materijal, površina mora biti hrapava i čista, bez masnoća. Najčešće se primjenjuje pjeskarenje.
Materijali koji se nabrizgavaju. C-čelici, 13 Cr čelik, austenitni Cr-Ni čelici, Zn, Al, Al-bronca, Bijeli metal (Pb-Sn). Za leguru Ni-Cr-B koja se teško izvlači u žicu nabrizgavaju se dovođenjem praška te legure u plamen i nabrizgavanja komprimiranim zrakom.
Čvrstoć
a nabrizganog sloja. Čvrstoća prianjanja - vezanja plamenom nabrizganih slojeva je niska i kreće se od 15 do 20 N/mm2. Čvrstoća prijanjanja ovisi o :- kombinaciji materijala
- pripremi površine
- postupku i parametrima nabrizgavanja
Čvrstoća se može poboljšati, ako se prvo nanese međusloj Mo, Ni i NiAl. Ovi međ
uslojevi se mogu nabrizgati ili elektrolizom nanijeti. Višu čvrstoću pokazuju slojevi nabrizgani plazmom ili električnim lukom.Plinsko nabrizgavanje velikom brzinom čestica. Primjena počinje 1989.g. i to za nanošenje karbidnih slojeva. Dodatni materijal u obliku praška se injekcijski unosi u plinski plamen. Čestice se kreću nadzvučnom brzinom.
Plinsko udarno (detonacijsko)
Koristi se za nanošenje W i Cr karbida u avio i nuklearnoj industriji.
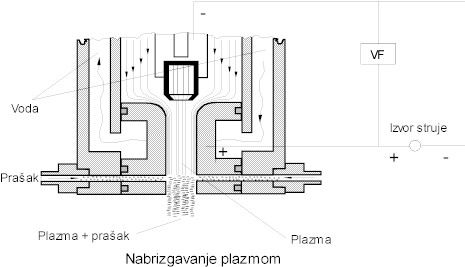
Nabrizgavanje metala plazmom. Na sl. u prilogu prikazan je uređaj za nabrizgavanje plazmom za prah (a) i za žicu (b). Žica za dodavanje (ili prah) ulazi u smjesu plazmenih (vrućih) plinova, tali se i nanosi na željenu površinu. Plin za plazmu se zagrijava pomoau volframove elektrode.
Tablica 3. Materijali za nabrizgavanje plazmom
Oksidi: Al-O, Be-O, Mg-O, W-O, Zr-O Karbidi: Nb-K, B-K, Ta-K, Ti-K, W-K, Zr-K Nitridi: Si-N Boridi: Be-B, Cd-B, Cr-B, Mo-B, Ni-B, Si-B, Ti-B, W-b |
Plazma u atmosferi
Najviše se koristi u avio i kemijskoj industriji, tekstilnoj i grafičkoj industriji, te ostalim granama.
Plazma u vakuumu
Razvijen postupak nabrizgavanja za reaktivne dodatne materijale kao što su: Ti, Nb, Ta i super legure M Cr Al Y (Ni, Co, Fe). Sloj ima veliku čvrstoću i kemijsku čistoću, a manju poroznost U praksi se primjenjuje od 1980.g. za lopatice plinskih turbina, dijelove mlaznih aviona otpornih na visokotemperaturnu koroziju, za implante (ugrađene dijelove u tijelo) u medicini (bioinertni, bioaktivni ili slojevi otporni na trošenje).
Nabrizgavanje plastičnih masa plinom. Čestice plastičnih masa se injektorskim principom unose u plamen kisik-acetilen, zagriju se i u stanju plastičnosti-ljepljivosti ili rastopljene se nanose na površinu koja se predgrije na oko 20° C. Priprema površine se preporučuje pjeskarenjem uz održavanje čistoće. Debljina nabrizganog sloja je 0,5 - 0,8 mm.
Princip nabrizgavanja
Uređaj za plinsko nabrizgavanje žicom
Uređ
aj za plinsko nabrizgavanje praškom
Toplo nabrizgavanje (metalizacija)
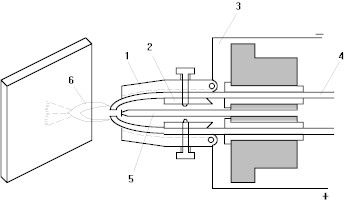
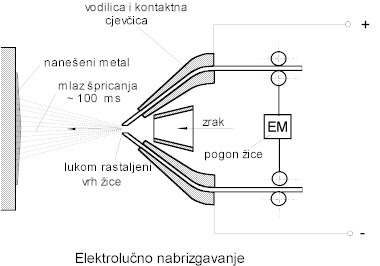
Uređaj za elektrolučno nabrizgavanje
1. Us
mjeravanje čeljusti, 2. Pritiskivači, 3. Dovod električne struje,4. Elektrodna žica,
5. Sapnica za zrak,
6. Električ
ni luk.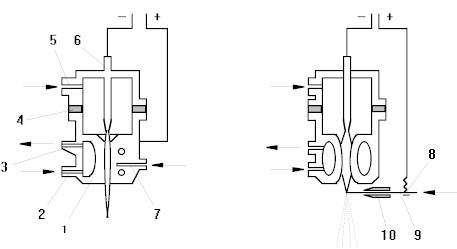
a) b)
Uređaj za nabrizgavanje plazmom za prah (a) i za žicu (b).
1. Cu sapnica,
2. i 3. Ulaz i izlaz vode,
4. Izolacijski prsten,
5. Ulaz plina za plazmu,
6. Volfram elektroda,
7. Dodavanje praha za nabrizgavanje,
8. Kontakt struje,
9. Žica za nabrizgavanje (anoda),10. Cijev vodilica.
Nabrizgavanje (nabacivanje, metalizacija, …)
Povratak na početnu stranicu - povratak na popis pitanja!!