Lemljenje (engl. brazing-tvrdo, soldering-meko, njem. löten). Lemljenje je postupak kojim se metalni ili nemetalni dijelovi spajaju pomoću rastaljenog dodatnog materijala (lema) u nerazdvojnu cjelinu. Pri lemljenju se osnovni materijal ne tali, jer ima više talište od dodatnog materijala. Bolji rezultati pri lemljenju mogu se postići primjenom "topitelja" (prašak, pasta, otopine) i/ili zaštitne atmosfere (plin ili vakum) u kojoj se vrši lemljenje. Uz kovačko i ljevačko zavarivanje, lemljenje je jedan od najstarijih postupaka spajanja metala (staro koliko i dobivanje i prerada materijala, oko 5000 - 6000 godina). U početku je lemljenje korišteno za spajanje dijelova nakita iz zlata i platine, a kasnije i srebra. Danas se lemljenje koristi u masovnoj proizvodnji za spajanje čelika, aluminija i raznih drugih materijala (automobilska i avionska industrija široko primjenjuju lemljenje). Razvijeno je i lemljenje Zr, Ti, Be, metala s visokim talištem, kompozitnih materijala, kao i međusobno spajanje keramike i metala.
Prednosti lemljenja:
1. Ekonomična izrada složenih sklopova s više dijelova,
2. Povoljna razdioba naprezanja i povoljan prijelaz topline,
3. Mogućnost spajanja nemetala s metalima,
4. Mogućnost spajanja vrlo tankih na debele predmete,
5. Mogućnost spajanja raznih metala u spoj,
6. Mogućnost spajanja p
oroznih materijala,7. Mogućnost spajanja vlaknastih i kompozitnih materijala,
8. Zbog nižih radnih temperatura i svojstava dodatnih materijala kod lemljenih spojeva su niže
zaostale napetosti, nema pogrubljenja zrna, obično nema kristalnih pretvorbi, te su neka svojstva lemljenih spojeva povoljnija,9. Postižu se precizne proizvodne tolerancije.
Nedostatci lemljenja
1. Statička, ali i dinamička čvrstoća lemljenog spoja je niža (slabija) u odnosu na zavareni spoj.
2. Relativno visoka cijena dodatnih materijala za lemljenje.
Materijali za lemljenje su: lemovi, topitelji, zaštitni plinovi (zaštitna atmosfera).
Lemovi su čisti materijali ili legure ili nemetali u obliku žice, štapa, lima, oblikovanih elemenata, zrna, praška ili čestica lema u topitelju.
Topitelji su nemetalni materijali. Oni se nanašaju na površine koje se želi lemiti nakon dobrog prethodnog čišaenja, da bi se odstranilo postojeće oksidne slojeve i spriječilo stvaranje novih. Time se omogućuje vlaženje površina koje se spajaju. Vrijeme djelotvornosti topitelja u obliku otopine je ograničeno. Površine osnovnog materijala i lema su pokrivene tankim slojem nečistoća zbog djelovanja okoline na metal. One se sastoje obično od oksida, sulfida, karbonata i drugih proizvoda korozije. Ove nečistoće onemogućavaju stvaranje kontinuma u lemljenom spoju, pa ih treba odstraniti pomoću topitelja.
Zaštitni plinovi pri zagrijavanju štite od oksidacije površinu spoja kao i lema. Sa istom svrhom se primjenjuje i lemljenje u vakuumu.
Princip nastajanja spoja. Pri lemljenju se javljaju razne fizikalne pojave:
- difuzija materijala lema u osnovni materijal,
- adhezione sile između l
ema i površine osnovnog materijala,- kohezione sile između atoma krutine,
- kvašenje površina lemom,
- površinska napetost,
- kapilarno djelovanje.
Pri lemljenju se osnovni materijal zagrijava, ali ne tali. Dodatni materijal se tali jer ima niže talište od osnovnog materijala, ulazi u zazor, vlaži lemljenje površine kapilarnim djelovanjem se širi u zazor, talina se kristalizira i ostvaruje lemljeni spoj. U nekim slučajevima zazor je veći, pa se lemljeni spoj ostvaruje i bez kapilarnog djelovanja, kad
a se koristi velika količina, obično skupog, dodatnog materijala. To je slučaj zavarivačkog lemljenja (zavarivačko lemljenje engl. brazewelding, njem. schweisslš ten).Karakteristič
ne temperature.Radna temperatura je najniža temperatura radnog predmeta na mjestu lemljenja. Ovisi o vrsti lema i viša je od solidus temperature lema. Ako je radna temperatura iznad 450 ° C, tada se govori o tvrdom lemljenju, a ako je ispod, tada se govori o mekom lemljenju.
Kada se lemi pri temperaturama preko 900 ° C, tada se govori o visokotemperaturnom lemljenju. Zavarivačko lemljenje se vrši na temperaturama iznad 450 ° C.
Ako je temperatura viša, tada će do spoja lakše doć
i ali se mogu pojaviti, zbog difuzije, intermetalni spojevi na granici, koji su krhki. Zato je bolje nastojati lemljenje provoditi na niskoj temperaturi i kroz kraće vrijeme.
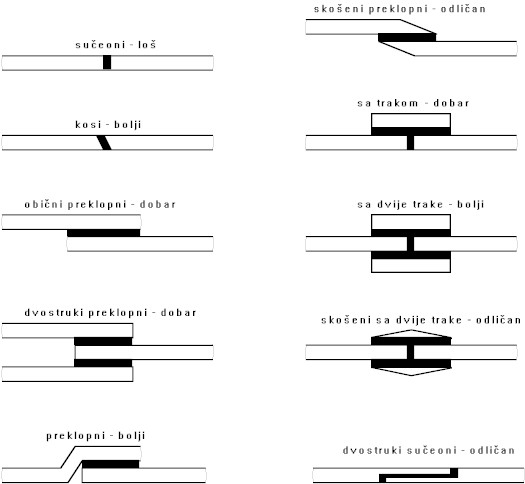
Tipovi spojeva za lemljenje
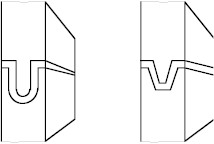
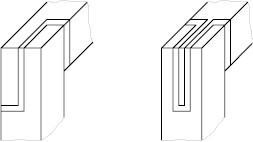
Izvedbe sučeonih spojeva s jezikom i žljebom |
Kutni spojevi |